
سلام به وب من خوش آمدید دوستان و همراهان عزیز از اینکه مهمان این وب هستید بسیار سپاسگزارم منتظر نظرات سازنده ی شما دوستان هستم





| عنوان | پاسخ | بازدید | توسط |
|
|
1 | 1215 | piskesvat |
|
|
3 | 2709 | mehran99 |
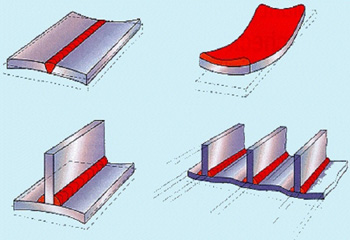
مقدمه : پیچیدگی و تغییر ابعاد یکی از مشکلاتی است که در اثر اشتباه طراحی و تکنیک عملیات جوشکاری ناشی میشود. با فرض اجتناب از ورود به مباحث تئوریک تنها به این مورد اشاره میکنیم که حین عملیات جوشکاری به دلیل عدم فرصت کافی برای توزیع یکنواخت بار حرارتی داده شده به موضع جوش و سرد شدن سریع محل جوش انقباضی که میبایست در تمام قطعه پخش میشد به ناچار در همان محدوده خلاصه میشود و این انقباض اگر در محلی باشد که از نظر هندسی قطعه زاویهدار باشد منجر به اعوجاج زاویهای (Angular distortion) میشود.
در نظر بگیرید تغییر زاویهای هرچند کوچک در قطعات بزرگ و طویل چه ایراد اساسی در قطعه نهایی ایجاد میکند. حال اگر خط جوش در راستای طولی و یا عرضی قطعه باشد اعوجاج طولی و عرضی (Longitudinal shrinkage or Transverse shrinkage) نمایان میشود. اعوجاج طولی و عرضی همان کاهش طول قطعه نهایی قطعه میباشد. این موارد هم بسیار حساس و مهم هستند. نوع دیگری از اعوجاج تاول زدن یا طبله کردن و یا قپه (Bowing) میباشد.
روشهای مقابله با اعوجاج : اندازه ابعاد را کمی بزرگتر انتخاب کرده است، بگذاریم هر چقدر که میخواهد در ضمن عملیات تغییر ابعاد و پیچیدگی در آن ایجاد شود. پس از خاتمه جوشکاری عملیات خاص نظیر ماشین کاری ، حرارت دادن موضعی و یا پرسکاری برای برطرف کردن تاب برداشتن و تصحیح ابعاد انجام میگیرد.
حین طراحی و ساخت قطعه با تدابیر خاصی اعوجاج را خنثی کنیم. از تعداد جوش کمتر با اندازه کوچکتر برای بدست آوردن استحکام مورد نیاز استفاده شود. تشدید حرارت و تمرکز آن بر حوزه جوش در اینصورت نفوذ بهتری داریم و نیازی به جوش اضافه نیست. ازدیاد سرعت جوشکاری که باعث کمتر حرارت دیدن قطعه میشود.
در صورت امکان بالا بردن ضخامت چراکه در قطعات با ضخامت کم ، اعوجاج بیشتر نمود دارد. تا حد امکان انجام جوش در دو طرف کار حول محور خنثی طرح مناسب لبه مورد اتصال که اگر صحیح طراحی شده باشد میتواند بصورت فرضی مصالح جوش را در اطراف محور خنثی پخش کند و تا حد زیادی از میزان اعوجاج بکاهد. بکار بردن گیره و بست و نگهدارنده باری مهار کردن انبساط و انقباض ناخواسته در قطعه
عوامل مهم بوجود آمدن اعوجاج :حرارت داده شده موضعی ، طبیعت و شدت منبع حرارتی و روشی که این حرارت بکار رفته و همچنین نحوه سرد شدن
درجه آزادی یا ممانعت بکار رفته برای جلوگیری از تغییرات انبساطی و انقباظی. این ممانعت ممکن است در طرح قطعه وجود داشته باشد و یا از طریق مکانیکی (گیره یا بست یا نگهدارنده و خالجوش) اعمال شود.
تنشهای پسماند قبلی در قطعات و اجزا مورد جوش گاهی اوقات موجب تشدید تنشهای ناشی از جوشکاری شده و در مواردی مقداری از این تنشها را خنثی میکند.
خواص فلز قطعه کار واضح است که در شرایط مساوی طرح اتصال (هندسه جوش) و جوشکاری مواردی مانند میزان حرارت جذب شده در منطقه جوش و چگونگی نرخ انتقال حرارت و ضریب انبساط حرارتی و قابلیت تغییر فرم پذیری و استحکام و بعضی خواص دیگر فلز مورد جوش تاثیر قابل توجهی در میزان تاب برداشتن دارد. مثلا در قطعات فولاد آستنیتی زنگ نزن مشکل پیچیدگی به مراتب بیشتر از فولاد کم کربن معمولی میباشد.
منبع:me-en.com





